Có thể nói cân đồng hồ ( hay còn gọi là cân đồng hồ lò xo ) là loại cân phổ cập. Được sử dụng nhiều trong đời sống hàng ngày, do tính tiện lợi, giá thành rẻ hơn nhiều so với loại điện tử. Hãy cùng Techmaster khám phá về tiến trình Hiệu chuẩn cân đồng hồ trải qua bài viết sau !
Có thể nói cân đồng hồ ( hay còn gọi là cân đồng hồ lò xo ) là loại cân phổ cập được sử dụng nhiều trong đời sống hàng ngày. Do tính tiện lợi, giá thành rẻ hơn nhiều so với loại điện tử. Cân đồng hồ lò xo gồm có loại để bàn và loại có móc treo, thường có cấp đúng mực IIII, năng lực cân tới 200 kg ( theo OIML R76-2006 ) .

2. Cấu tạo và nguyên lý hoạt động
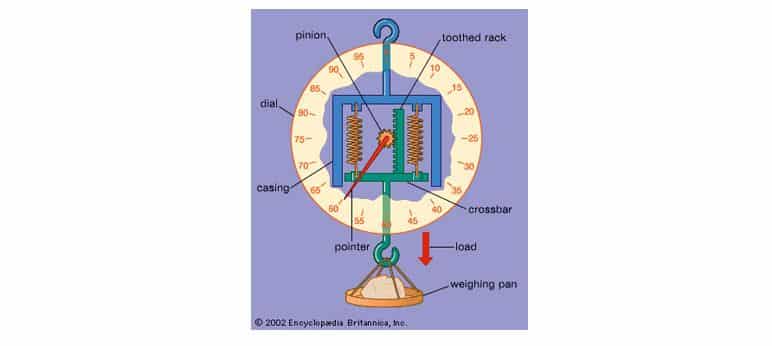
Cân đồng hồ có cấu trúc gồm lò xo, thanh răng, bánh răng, bộ khung đỡ lò xo, kim chỉ, mặt đồng hồ khắc vạch số, vỏ bảo vệ, đĩa cân hoặc móc treo .
Cân hoạt động giải trí dựa trên nguyên tắc đàn hồi của lò xo, tạo trạng thái cân đối khi lò xo chịu công dụng nén ( cân đĩa ) hoặc kéo ( cân móc treo ) .
Cơ cấu bánh răng, thanh răng sẽ quy đổi hoạt động thẳng ( do kéo nén ) của lò xo sang hoạt động xoay tròn, tích hợp với kim chỉ, mặt đồng hồ để thông tư hiệu quả đo. Ngoài ra, còn có một núm xoay bên trên mặt đồng hồ, có công dụng kiểm soát và điều chỉnh về điểm 0 khi không có tải .
3. Ứng dụng của cân đồng hồ
Cân đồng hồ với phong cách thiết kế dễ sử dụng, cùng với giá tiền hài hòa và hợp lý, đây là loại cân được sử dụng thông dụng nhất trong gia dụng. Hầu như toàn bộ nghành nghề dịch vụ và ngành nghề đều sử dụng loại cân này, từ kinh doanh thương mại đến sản xuất, sức khỏe thể chất .
4. Tại sao phải hiệu chuẩn cân đồng hồ
Theo thời hạn sử dụng, độ đúng mực của những thiết bị giám sát đều giảm dần, và cân đồng hồ cũng không ngoại lệ. Việc hiệu chuẩn định kỳ giúp bảo vệ độ an toàn và đáng tin cậy của hiệu quả đo, phát hiện kịp thời những xô lệch hoặc hỏng hóc không bình thường .
5. Các lưu ý khi sử dụng cân đồng hồ
Cân đồng hồ hoạt động giải trí trên nguyên tắc đàn hồi lò xo, và lò nào cũng có số lượng giới hạn đàn hồi của nó. Vượt quá số lượng giới hạn này, lò xo sẽ không còn năng lực đàn hồi, bị biến dạng trọn vẹn. Khi đó, cân không hề sử dụng được nữa. Do vậy, khi sử dụng cân nên chú ý quan tâm những yếu tố sau :
_ Không được phép cân quá mức tải được cho phép của cân .
_ Giới hạn của cân ghi trên mặt đồng hồ, thường là số lượng giới hạn tĩnh. Không được phép quăng quật những vật cân lên đĩa cân dù là vật có tải trọng nhỏ hơn mức cân lớn nhất .
_ Khi cân xong phải cho tải ( vật đo ) xuống ngay để giữ trạng thái đàn hồi tốt cho lò xo. Nếu để tải lâu trên đĩa cân sẽ làm cho ứng suất đàn hồi của lò xo giảm đi, tác động ảnh hưởng đến độ đúng chuẩn .
_ Đặt cân ở khu vực cân đối, tránh rung động .
_ Cân đĩa, cân móc treo không để ở nơi nhiệt độ cao hoặc quá khí ẩm, gây rỉ sét hoặc hư hại cơ cấu tổ chức bên trong .
6. Quy trình hiệu chuẩn cân đồng hồ
6.1 Các phép hiệu chuẩn cân đồng hồ
6.1.1. Kiểm tra bên ngoài
– Kiểm tra nhãn mác cân .
– Kiểm tra vị trí đóng dấu, dán tem kiểm định .
– Kiểm tra sự không thiếu của những cụ thể, bộ phận cân .
6.1.2. Kiểm tra kỹ thuật
– Mặt đồng hồ, thang đo, kim chỉ .
– Các cụ thể và bộ phận khác
6.1.3. Kiểm tra đo lường
– Kiểm tra tại mức cân “ 0 ” hoặc Min .
– Kiểm tra với tải trọng đặt lệch tâm .
– Kiểm tra những mức cân .
6.2 Các phương tiện kiểm định
Quả cân có tổng khối lượng bằng Max .
Quả cân xác lập sai số ( 1 ¸ 500 ) g ; ( 1 ¸ 10 ) kg .
6.3 Điều kiện hiệu chuẩn
Khi thực thi hiệu chuẩnphải bảo vệ những điều kiện kèm theo sau đây :
Nhiệt độ : như nhiệt độ thao tác thông thường của cân ;
Ảnh hưởng của ảnh hưởng tác động bên ngoài ( rung động, gió, … ) không làm xô lệch hiệu quả kiểm định .
6.4 Chuẩn bị hiệu chuẩn
Trước khi thực thi hiệu chuẩn cân đồng hồ cần thực thi những việc làm sau :
Điền vừa đủ thông tin chung vào phần đầu của biên bản kiểm định .
Đặt cân ngay ngắn, kiểm tra độ cân đối của cân trải qua quả dọi và kiểm tra sự hoạt động giải trí thông thường của cân đối cách chỉnh đưa kim về vạch “ 0 ”. Dùng tay ấn lên đĩa cân cho kim chỉ chạy khoảng chừng 0,5 đến 0,7 thang đo, quan sát hoạt động giải trí của cân .
Quả cân chuẩn phải được tập trung khá đầy đủ, vệ sinh thật sạch và còn trong thời hạn hiệu lực hiện hành kiểm định
6.5 Tiến hành hiệu chuẩn
Lưu ý : Đây là quy trình tiến độ theo chuẩn chung, quy trình tiến độ đơn cử trên trong thực tiễn sẽ có những điểm độc lạ nhất định, phụ thuộc vào vào nhu yếu của người mua .
Nguồn : DLVN – 30 – 2019
6.5.1 Kiểm tra bên ngoài
Phải kiểm tra bên ngoài theo những nhu yếu sau đây :
a) Kiểm tra nhãn mác cân: Trên mặt đồng hồ hoặc nhãn mác gắn trên cân phải có các thông tin sau: tên hãng (nước) sản xuất, số cân; Max, Min, d, cấp chính xác.
b) Kiểm tra vị trí đóng dấu, dán tem kiểm định: Vị trí đóng dấu hoặc dán tem hiệu chuẩnphải dễ thao tác đóng dấu hoặc dán tem và không làm thay đổi các đặc trưng đo lường của cân.
c) Kiểm tra sự đầy đủ của các chi tiết, bộ phận cân
6.5.2 Kiểm tra kỹ thuật
Tiến hành kiểm tra những bộ phận sau :
Phải kiểm tra kỹ thuật theo những nhu yếu sau đây :
a) Mặt đồng hồ, thang đo, kim chỉ: Kiểm tra mặt đồng hồ, thang đo, kim chỉ theo các yêu cầu sau:
– Số lượng vạch chia n phải nằm trong khoanh vùng phạm vi từ 100 vạch đến 1000 vạch ;
– Chiều dài vạch chia ngắn nhất không ngắn hơn khoảng cách giữa hai vạch chia;
– Chiều dày đầu kim chỉ không được lớn hơn chiều dày vạch chia ;
– Đầu kim chỉ phải phủ tối thiểu 2/3 vạch chia ngắn nhất .
b) Các chi tiết và bộ phận khác:
– Bệ cân, khung cân phải có cấu trúc chắc như đinh, bảo vệ tính năng thống kê giám sát của cân trong suốt thời hạn hoạt động giải trí của cân ;
– Các chi tiết cụ thể trong cân như : bánh răng, thanh răng, thanh truyền lực v.v … phải bảo vệ tính năng hoạt động giải trí trong điều kiện kèm theo thao tác thông thường ;
– Các cụ thể làm bằng thép ( trừ những chốt quay ) phải được giải quyết và xử lý chống rỉ ( sơn, mạ, nhuộm ) ; – Cân phải có năng lực chống quá tải .
6.5.3 Kiểm tra đo lường
6.5.3.1 Yêu cầu đo lường:
Cân đồng hồ lò xo được kiểm tra đo lường và thống kê theo trình tự, nội dung, giải pháp và nhu yếu sau đây :
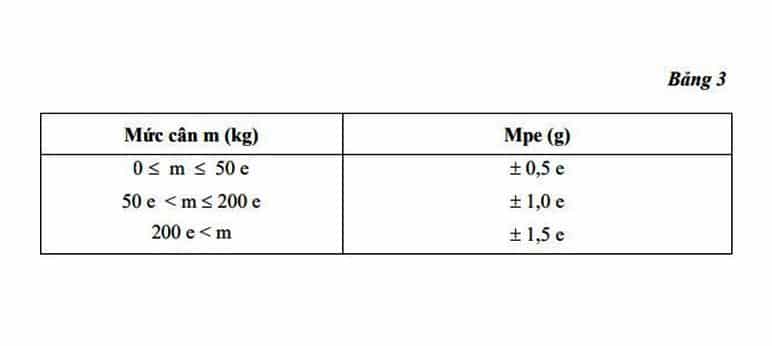
6.5.3.1.1 Sai số lớn nhất cho phép mpe:
tính theo giá trị độ chia kiểm e và mức cân m được lao lý như sau :
– Khi hiệu chuẩnban đầu và hiệu chuẩnđịnh kỳ lấy theo bảng 3
– Khi hiệu chuẩnsau thay thế sửa chữa ( hoặc trong sử dụng ) lấy bằng 2 lần khi hiệu chuẩnban đầu .
6.5.3.1.2 Độ động Tại mức tải kiểm tra
cho thêm vào hoặc bớt ra khỏi đĩa cân một gia trọng bằng mpe của mức cân đó, kim chỉ phải di dời tương ứng không nhỏ hơn 0,7 giá trị gia trọng thêm vào hoặc bớt ra đó .
6.5.3.1.3 Độ lặp lại Tại mức tải kiểm tra
hiệu lớn nhất của hiệu quả ba lần cân cùng một khối lượng trong điều kiện kèm theo như nhau, không được phép lớn hơn mpe tại mức kiểm đó .
6.5.3.1.4 Độ chênh lệch kết quả khi đặt tải lệch tâm
Chênh lệch của hiệu quả khi đặt cùng một tải trọng ở những vị trí kiểm tra không được lớn hơn mpe tại mức kiểm đó .
6.5.3.1.5 Độ hồi sai:
Chênh lệch giữa số chỉ khi tăng tải và giảm tải không được lớn hơn mpe tại mức cân đó .
6.5.3.2 Trình tự kiểm tra Cân ĐHLX được kiểm tra đo lường theo trình tự sau:
( 1 ) Kiểm tra tại mức cân “ 0 ” hoặc Min
( 2 ) Kiểm tra với tải trọng đặt lệch tâm. ( Cân ĐHLX có móc treo không thực thi phép kiểm này )
( 3 ) Kiểm tra tại những mức cân. 4.5.2. 1.1 Kiểm tra tại mức cân “ 0 ” hoặc Min .
a) Kiểm tra độ động Kiểm tra độ động theo yêu cầu của mục 4.5.2.1.2 như sau:
– Quan sát cân đang ở trạng thái cân đối với tải trọng L = Min ;
– Thêm gia trọng bằng mpe lên đĩa cân, kim chỉ di dời tương ứng không ít hơn 0,7 giá trị gia trọng đó, thì đạt nhu yếu về độ động .
– Kết luận về độ động và ghi hiệu quả vào biên bản hiệu chuẩn ( BBKĐ ) .
b) Kiểm tra độ lặp lại Kiểm tra độ lặp lại theo yêu cầu của mục 7.3.1.3 như sau:
Thực hiện ba lần cân với cùng một tải trọng bằng Min ; giữa những lần đặt tải, quan sát và kiểm soát và điều chỉnh lại điểm “ 0 ” ( nếu có sự di dời ) ; sau mỗi lần đặt tải, đọc thông tư Ii, tính chênh lệch lớn nhất của 3 lần cân, ghi tác dụng vào BBKĐ .
c) Xác định sai số
Xác định sai số theo nhu yếu 7.3.1. 1 như sau :
– Đặt những quả cân nhỏ có tổng khối lượng bằng 1 đến 2 lần mpe lên đĩa cân .
– Điều chỉnh thông tư về “ 0 ” .
– Đặt tải L = Min lên đĩa cân, đọc thông tư I .
– Tính sai số E = I – L ; và ghi hiệu quả vào BBKĐ .
7.3.2. 2. Kiểm tra với tải trọng đặt lệch tâm
– Kiểm tra với tải trọng khoảng chừng 30 % Max .
– Đặt những quả cân chuẩn nhỏ có tổng khối lượng bằng mpe của mức cân đó lên đĩa cân, sau đó kiểm soát và điều chỉnh điểm “ 0 ” của cân .
– Lần lượt đặt tải vào những vị trí giữa và 4 góc của đĩa cân, xác lập sai số ứng với mỗi vị trí ,
– Ghi tác dụng vào BBKĐ .
7.3.2.3 Kiểm tra các mức cân
- a) Kiểm tra sai số
– Phải thực thi kiểm tra sai số của cân tại những mức khoảng chừng ( 0 %, 25 %, 50 %, 75 %, 100 % ) Max. Các mức có sai số được cho phép nhảy bậc, khi tăng tải và khi giảm tải .
– Lần lượt đặt quả cân chuẩn lên đĩa cân theo những mức cần kiểm tra, tới Max ; sau đó lần lượt giảm tải ( theo những mức khi lên tải ), về tới mức cân “ 0 ” ; xác lập sai số từng mức cân khi tăng tải và khi giảm tải .
– Tính độ hồi sai tại các mức tải và so sánh với yêu cầu cho phép.
– Ghi hiệu quả vào BBKĐ. b ) Kiểm tra độ động và độ lặp lại
– Phải kiểm tra độ động và độ tái diễn tại những mức cân 50 % Max và 100 % Max .
– Ghi hiệu quả vào BBKĐ. Ghi chú : Đối với cân có 2 mặt đồng hồ thì hiệu quả kiểm tra từng mặt đều phải phân phối nhu yếu thống kê giám sát ; đồng thời chênh lệch thông tư giữa hai mặt không được lớn hơn mpe tại mức cân đó .