
Kính Chào Quý Khách, Cảm ơn Quý Khách Đã Đăng Nhập Vào Website: mayhannamvuong.com
Trong quy trình tìm hiểu và khám phá về loại sản phẩm máy hàn que, máy hàn tig, máy hàn mig, máy cắt, CNC, những dây chuyền sản xuất hàn 3 in 1 … Ngoài ra Nam Vượng còn mang đến dịch vụ cho thuê máy hàn, sửa chữa thay thế máy hàn, tư vấn đưa ra giải pháp ngành hàn cho những doanh nghiệp công ty cấu trúc. Quý khách hoàn toàn có thể liên ngay hotline để được tư vấn mẫu sản phẩm tốt nhất, tương thích nhất cũng như chương trình khuyến mại của chúng tối ! ! !
Liên Hệ Ngày Hotline: 0912.345.961 – 0982.634.846 Để Được Hỗ Trợ Tư Vấn và Khuyến Mại Tốt Nhất
Bên cạnh việc lựa chọn một sản phẩm chất lượng cao, giá tốt thì người dùng cần nắm trọn cách để sử dụng đúng kỹ thuật đảm bảo an toàn lao động và kéo dài tuổi thọ cho máy. Dưới đây là hướng dẫn cách hàn điện đúng kỹ thuật an toàn và hiệu quả.
Nguyên nhân dẫn đến tình trạng hàn bị dính que
1. Cường độ dòng điện yếu
Để học được kỹ thuật hàn, trước hết phải học cách kiểm soát và điều chỉnh cường độ dòng điện. Cường độ dòng điện quá thấp sẽ gây ra hàn hay bị dính que, hàn không ngấu và mối hàn bị ngậm xỉ. Nếu cường độ dòng điện cao quá sẽ dẫn đến văng tóe hoặc làm thủng vật hàn khi hàn những vật tư mỏng dính .
Hình Ảnh : Điều chỉnh dòng hàn đúng kỹ thuật để không bị dính que hàn
2. Lựa chọn que hàn không phù hợp
Lựa chọn que hàn cần dựa vào chiều dày của vật hàn, chiều dày vật hàn càng lớn thì đường kính que hàn càng lớn và ngược lại. Nếu lựa chọn que hàn không tương thích sẽ làm thủng vật hàn, việc lựa chọn que hàn sẽ tác động ảnh hưởng trực tiếp đến chất lượng của mẫu sản phẩm mối hàn .
3. Chất lượng que hàn
Chất lượng que hàn vô cùng quan trọng nó sẽ ảnh hưởng tác động lớn đến chất lượng mối hàn. Có thể trong một số ít trường hợp dữ gìn và bảo vệ không tốt nên que hàn bị ẩm hoặc bị vỡ lớp thuốc bọc .
Cần phải sử dụng những giải pháp dữ gìn và bảo vệ que hàn đúng cách, tránh tiếp xúc với thiên nhiên và môi trường khí ẩm. Nếu que hàn bị ẩm hoàn toàn có thể sấy que hàn trước khi hàn để bảo vệ mối hàn tốt nhất .
4. Khoảng cách que hàn đến vật hàn quá gần
Trong quy trình thực thi hàn việc giữ khoảng cách giữa que hàn và vật hàn yên cầu sự thợ hàn phải có kỹ thuật nhất định, nếu để khoảng cách quá gần sẽ dẫn đến thực trạng dính que hàn, và ngược lại khoảng cách quá xa thì sẽ không gây được hồ quang hàn .
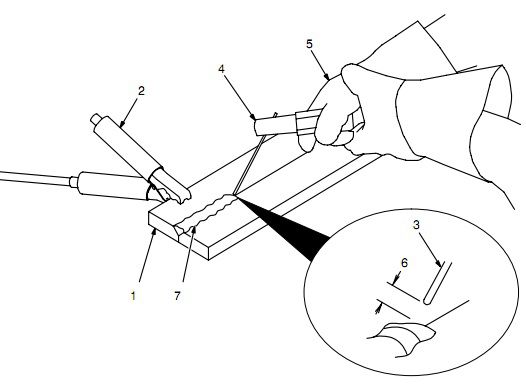
Hình Ảnh : Khoảng cách que hàn đến vật hàn đúng cự li
Kỹ thuật hàn điện cực đơn giản dễ thực hiện
Để hàn điện thuần thục, người thợ hàn cần phải thực hành thực tế rèn luyện nhiều. Sự chuẩn xác đa số dựa vào kinh nghiệm tay nghề trong thực tiễn mà có. Các hướng dẫn cách hàn điện đa số chỉ là triết lý. Dưới đây là những kỹ thuật hàn cơ bản :
Chú ý đưa mối hàn về vị trí thế nằm ngang. Ví dụ khi muốn hàn ở góc chữ L, ta nên đưa vật hàn ngửa lên ( nếu hoàn toàn có thể ) để nó tạo thành góc chữ ‘ V’sẽ thuận tiện hơn trong quy trình hàn .
Tăng tính tiếp xúc của vật hàn bằng cách trước khi hàn nên vệ sinh vị trí hàn, chùi sạch lớp sơn, bụi hoặc rỉ sét bám trên mặt phẳng bên ngoài. Nếu gặp sắt tráng kẽm ( gavanized ) nên mài sạch lớp kẽm ở vị trí cần hàn. Nếu hàn nhiều đường, phải gõ, chải cho tróc hết lớp xỉ trước khi triển khai hàn đường tiếp theo .
Nguyên tắc để lựa chọn được que hàn phù hợp
Theo nguyên tắc hướng dẫn cách hàn điện thì việc lựa chọn que hàn ngoài nhờ vào vào chiều dày vật hàn còn phải lựa chọn loại que tương thích với từng loại máy hàn khác nhau. Ví dụ :

Hình Ảnh : Lựa chọn que hàn tương thích để đem lại hiệu suất cao cho mối hàn
– Đường kính của que hàn 1.6mm – 3.2mm: Chọn máy hàn HK 200A, HK200E, HK200Z (có thể kéo cả que hàn 4.0mm)
– Đường kính que hàn 3.2mm – 4.0mm: Nên chọn máy hàn HK 250T, HK250TP
– Đường kính que hàn 4.0mm – 5.0mm: Ta sẽ chọn máy hàn HK315, HK315i, HK400i (có thể hàn được que 6mm)
Thiết lập cường độ dòng điện phù hợp
Việc thiết lập cường độ dòng điện phụ thuộc vào nhiều yếu tố dưới đây:
• Đường kính lõi que hàn và bề dày thuốc bọc que hàn
• Các tính chất của que hàn
• Vật liệu hàn
• Tư thế hàn
• Loại mối nối
• Bề dày vật hàn.
Để ra được dòng hàn bảo vệ cần xem lại hàng loạt những vị trí tiếp xúc từ máy ra tới vật hàn, dây mass, que hàn … sao cho tổng thể phải tiếp xúc tốt và bảo vệ tương thích cho dòng điện lớn chạy qua .
Vệ sinh vị trí đầu kẹp mass trên vật hàn để hoàn toàn có thể tiếp xúc tốt, dẫn điện hiệu suất cao. Bắt kẹp mass gần với vị trí cần hàn .
Thông thường khoảng cách từ đầu que hàn đến vật hàn sẽ bằng đường kính đũa hàn và góc nhìn nghiêng giữa đũa hàn và mặt phẳng hàn khoảng chừng 70 độ .
Hướng dẫn cách hàn điện an toàn hiệu quả đối với người sử dụng máy hàn điện
Yêu cầu tiên phong so với hướng dẫn cách hàn điện chính là điều kiện kèm theo sức khỏe thể chất của người lao động phải tốt và được đào tạo và giảng dạy kỹ càng về quy trình tiến độ bảo đảm an toàn trong kỹ thuật sử dụng thiết bị .
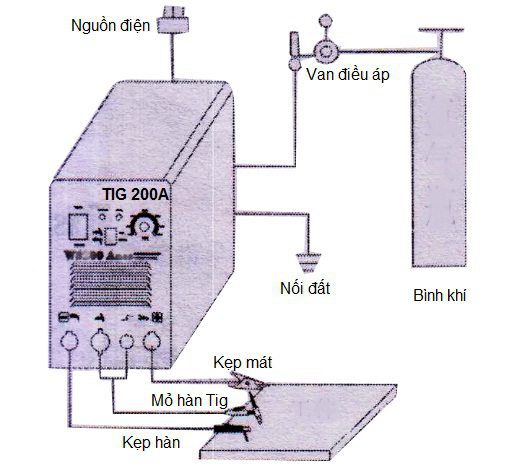
Hình Ảnh : Nối đất thiết bị để bảo vệ bảo đảm an toàn sức khỏe thể chất tính mạng con người cho người lao động
Tiếp đến là bản thân người lao động phải được trang bị không thiếu đồ bảo lãnh lao động thiết yếu như : quần áo bảo hô vật liệu bền, tạp giề, găng tay và giày cách điện để tránh bị điện giật trong trường hợp xấu .
Cuối cùng là tại vị trí hàn của người thực thi việc hàn cần có thảm hay bục cách điện để tránh sự tiếp xúc của vật hàn với đất .
Cách sử dụng máy hàn điện đúng cách đối với máy hàn điện
Trước khi máy hàn được đưa vào sử dụng cần phải được kiểm tra kỹ lưỡng và bảo vệ trong thực trạng tốt, đủ độ bảo đảm an toàn và được bảo phủ cẩn trọng, hơn hết vỏ máy phải được nối đất. Tất cả những thiết bị điện, những cực điện vào và ra thì những quy phạm nối đất, nếu không phải được kẹp bằng bulong và bọc bằng những vật tư cách điện để tránh rủi ro tiềm ẩn bị giật điện .
Đối với kim hàn, lời khuyên cho hướng dẫn cách hàn điện bảo đảm an toàn là phải bảo vệ máy hàn có tay cầm bằng những vật tư cách điện, cách nhiệt. Có như vậy quy trình thao tác công nhân triển khai và người xung quanh mới bảo đảm an toàn hiệu suất cao. Thêm một lời khuyên có ích nữa là người dùng không được tùy ý sử dụng kim hàn tự chế hoặc kim hàn đã bị hỏng không bảo vệ chất lượng. Dây điện hàn liên tục phải kiểm tra để bảo vệ không bị tróc lớp vỏ bọc, những mối nối cần được bao kín với băng keo để tránh rò rỉ gây điện giật. Kể cả dây mát để bảo vệ bảo đảm an toàn cho người sử dụng cũng như những người xung quanh cần phải có vỏ bọc .
Lựa chọn nơi hàn điện – một trong những cách hàn điện an toàn
Một trong những nhu yếu về hướng dẫn cách hàn điện bảo đảm an toàn chính là lựa chọn được nơi hàn điện tương thích với những tiêu chuẩn :

Hình Ảnh : Lựa chọn vị trí hàn tương thích để đem lại hiệu suất cao trong việc làm
- Đặt máy hàn điện ở vị trí nơi không có người qua lại, cách ly với khu vực khác.
- Khu vực đặt máy hàn điện là nơi thông thoáng để đảm bảo an toàn phòng chống cháy nổ.
- Trong trường hợp phải hàn ở những nơi có nguy cơ gây cháy nổ, công nhân hàn phải tuân thủ chặt chẽ theo các yêu cầu an toàn và phòng chống cháy nổ
- Nếu hàn ở vị trí trên cao cần làm sàn bằng vật liệu chống cháy và người hàn cần đeo bảo họ an toàn; có túi đựng các dụng cụ cần sử dụng cũng như các mẫu que hàn thừa.
- Dọn dẹp sạch sẽ phía dưới nơi hàn điện để tránh tàn lửa rơi xuống gặp phải các vật liệu dễ cháy có thể gây hỏa hoạn.
- Trong trường hợp hàn trong hầm, khoang, bể kín cần nắm vững kỹ thuật an toàn đứng giám sát để đảm bảo sử dụng máy hàn điện được an toàn, có thể xử lý kịp thời nếu không may có sự cố sảy ra.
- Nghiêm cấm hàn trong các hầm, khoang, bể kín có áp suất lớn hay chứa các loại khí, vật có nguy cơ gây cháy nổ để đảm bảo tính mạng, sức khỏe của người lao động.
Trên đây là hướng dẫn cách hàn điện đúng cách, an toàn vô cùng hữu ích dành cho khách hàng đặc biệt là những người làm trong nghề. Mong rằng, với những chia sẻ trên người dùng có thể sử dụng máy hàn hiệu quả đảm bảo giữ gìn sự an toàn của bản thân và những người xung quanh.
Tham khảo thêm: Máy hàn Merkel
Xem thêm: https://lohoidonganh.com/tong-quan-noi-hoi-tang-soi.html
Liên hệ
CÔNG TY CỔ PHẦN ĐẦU TƯ & PHÁT TRIỂN CÔNG NGHỆ NAM VƯỢNG
Địa chỉ: Lô A17 – Khu Đô Thị Mới Xuân Đài – P. Đình Bảng (trên đường Trần Phú, Từ Sơn, Bắc Ninh)
Hotline: 0912 345 961 Điện thoại: 0241 654 8866 ( Mr. An )
Email: [email protected]




