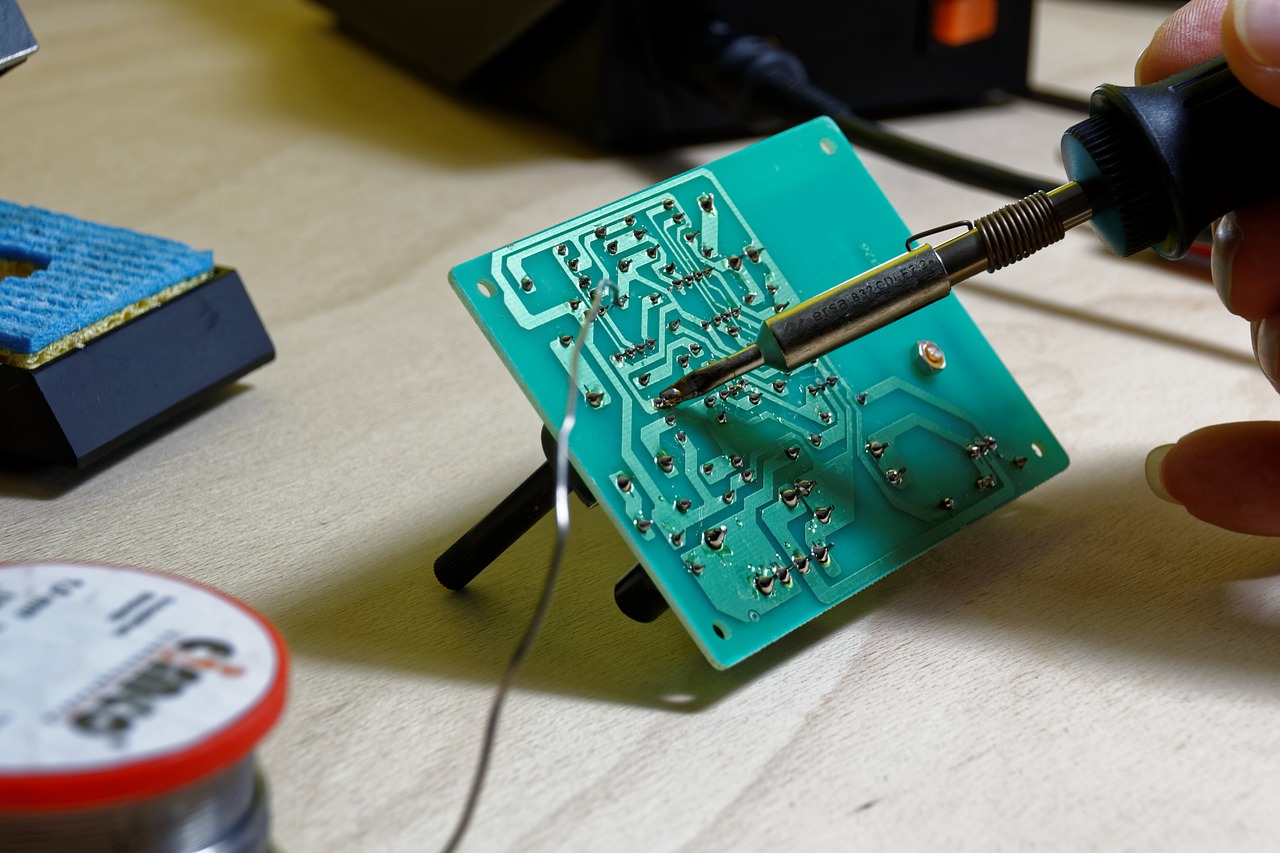
Hàn là quy trình nối hai sắt kẽm kim loại với nhau bằng mỏ hàn và sử dụng chì hàn, thiếc hàn để tạo thành mối nối điện .
Bài viết này sẽ hướng dẫn hàn cơ bản cho người mới khởi đầu học hàn thủ công bằng mỏ hàn .
Trong bài hướng dẫn này sẽ đề cập đến các chủ đề sau :
-
Các biện pháp phòng ngừa an toàn trước khi bắt đầu hàn
- Chọn mỏ hàn, chì hàn, thiếc hàn thích hợp
- Chuẩn bị hàn
- Hàn
- Kiểm tra các mối hàn
Bước 1: Các biện pháp phòng ngừa an toàn trước khi bắt đầu hàn
Hầu hết các dây chì hàn hoặc kem hàn có chứa chì ( kim loại tổng hợp hàn là hỗn hợp của thiếc và chì ). Trong quy trình hàn chì hoàn toàn có thể tạo ra khói nguy khốn cho sức khỏe thể chất. Ngoài ra, dây hàn thường có chất trợ hàn ở giữa dây. Chất trợ hàn có chứa rosin tạo ra khói hàn nếu hít phải hoàn toàn có thể gây nguy khốn .
- Chỉ nên hàn ở nơi thoáng khí .
- Sử dụng máy hút khói
- Mỏ hàn rất nóng ( hầu hết mỏ hàn có nhiệt độ hoạt động giải trí từ 350 – 400 độ C ). Không khi nào được chạm vào đầu mỏ hàn bằng tay .
- Không khi nào để mỏ hàn xuống bất kỳ thứ gì khác ngoài giá đỡ mỏ hàn bằng sắt .
- Để các chất lỏng và vật tư dễ cháy ( như rượu, dung môi, v.v. ) cách xa khu vực thao tác .
- Đeo kính bảo vệ mắt .
- Không được cắt chấu nối đất trên phích mỏ hàn đi để làm cho nó khớp với ổ cắm không nối đất .
- Khi làm nóng dây chì hàn, thiếc hàn thì phải giữ bằng nhíp, kìm hoặc kẹp để tránh bị bỏng ngón tay .
- Đeo vòng bảo vệ ESD ( vòng chống tĩnh điện ) nếu bạn muốn hàn các linh phụ kiện nhạy cảm tĩnh điện như linh phụ kiện CMOS.
- Rửa tay bằng xà phòng và nước sau khi hàn .
Bước 2: Chọn mỏ hàn, chì hàn, thiếc hàn thích hợp
Yêu cầu chính trong quy trình hàn là nhiệt. Mỏ hàn chính là công cụ tạo nhiệt. Có rất nhiều lựa chọn khác nhau như trạm hàn, mỏ hàn và súng hàn. Các loại này có rất nhiều hình dạng, kích cỡ và hiệu suất .
Cần có đủ nhiệt để nhanh gọn làm nóng chảy chì hàn, thiếc hàn và đưa vào mối hàn, nhưng đồng thời cũng không nên quá nhiều nhiệt vì hoàn toàn có thể đốt cháy hoặc làm chảy các linh phụ kiện điện tử mỏng dính trên bo mạch. Nếu không chú ý quan tâm đến nhiệt độ của mỏ hàn hoàn toàn có thể vô tình làm hỏng mọi thứ nếu có quá nhiều nhiệt. Quá nhiều nhiệt từ mỏ hàn hoàn toàn có thể làm hỏng hoặc thậm chí còn phá vỡ dây dẫn đồng và miếng đệm trên bo mạch. Khi sử dụng mỏ hàn có tinh chỉnh và điều khiển nhiệt độ ( hoặc trạm hàn ) hoàn toàn có thể biết đầu mũi hàn có đủ nóng so với vật tư đang hàn không .

Nó làm cho quy trình hàn thuận tiện hơn rất nhiều. Nhiệt độ của mỏ hàn hoàn toàn có thể được kiểm soát và điều chỉnh bằng núm tinh chỉnh và điều khiển nhiệt độ. Từ đó hoàn toàn có thể yên tâm rằng mỏ hàn đủ nóng và chuẩn bị sẵn sàng để hàn, đồng thời không quá nóng đến mức làm cháy các linh phụ kiện trên bo mạch. Đây là nguyên do chính tại sao nên sử dụng mỏ hàn có kiểm soát và điều chỉnh nhiệt độ hoặc trạm hàn .
Tham khảo các dụng cụ hàn tại đây: https://vvc.vn/1-dung-cu-han/
Để hoàn toàn có thể hàn được cần có chì hàn, thiếc hàn hay nói đúng mực hơn là kim loại tổng hợp hàn .
Một trong những kim loại tổng hợp hàn được sử dụng thông dụng nhất là 60 % thiếc ( Sn ) và 40 % chì ( Pb ). Một kim loại tổng hợp hàn khác thường được sử dụng là 63 % thiếc ( Sn ) và 37 % chì ( Pb ) – loại đặc biệt quan trọng tốt khi sử dụng cho các bộ phận điện tử nhỏ. Gần đây, có sự ngày càng tăng trong việc sử dụng chất hàn không chì vì khói chì hoàn toàn có thể gây nguy khốn cho sức khỏe thể chất. Chì hàn thường ở dạng dây ( có từ chất trợ hàn ở giữa dây ). Dây chì hàn có nhiều kích cỡ khác nhau .
Tham khảo sản phẩm thiếc hàn, chì hàn: https://vvc.vn/thiecchi-han-1/
Bước 3: Chuẩn bị hàn
Bật công tắc nguồn nguồn trên trạm hàn. Chọn nhiệt độ thích hợp bằng cách xoay núm ở phía trước. Hầu hết các trạm hàn tốt mất 1-2 phút để đạt đến nhiệt độ mong ước. Sử dụng nước cất để làm ẩm miếng bọt biển trong giá đỡ ( miếng bọt biển phải ẩm, không được ngâm ướt ) .

Tham khảo: https://vvc.vn/bb-3550-bot-bien.html
Đầu mỏ hàn nên được làm sạch trước mỗi lần sử dụng bằng cách lau nó trên miếng bọt biển ướt ( khi đầu mỏ hàn đủ nóng ). Mỏ hàn mới mua về cần được làm nóng, và sau đó được tráng bằng chì hàn, thiếc hàn trước khi sử dụng lần tiên phong. Mục đích của việc tráng là tạo thành một lớp mỏng dính xung quanh đầu mỏ hàn giúp truyền nhiệt tốt hơn từ đầu đến mối hàn. Đầu mỏ hàn sạch thì sẽ truyền nhiệt tốt .
Làm sạch đúng chỗ cần hàn và tổng thể các linh phụ kiện. Tất cả các linh phụ kiện phải sạch và không bị oxy hóa hoặc bất kể yếu tố nào. Không thể hàn mối hàn tốt trên mặt phẳng hàn bẩn vì chì hàn, thiếc hàn sẽ không dính vào linh phụ kiện bẩn hoặc miếng đệm bẩn trên bo mạch. Các miếng đệm đồng trên bo mạch nên được lau bằng dung môi như cồn isopropyl để vô hiệu dầu mỡ và hoàn toàn có thể sử dụng que mài nếu cần. Sau đó cần sử dụng chất trợ hàn .

Tham khảo chất trợ hàn: https://vvc.vn/thiecchi-han-1/?pic=M%E1%BB%A1%20h%C3%A0n
Chất trợ hàn là hỗn hợp tự nhiên và tổng hợp của nhựa thông. Nó giúp vô hiệu màng oxit trước và trong quy trình hàn. Màng oxit hình thành rất nhanh trên mặt phẳng sắt kẽm kim loại nóng .
Bước 4: Hàn
Cho linh phụ kiện vào bo mạch bằng cách sử dụng nhíp gắp .

Tham khảo nhíp gắp linh kiện: https://vvc.vn/nhip-hut-chi-1/?pic=Nh%C3%ADp
Nếu mỏ hàn đã đủ nóng thì hoàn toàn có thể lấy ra khỏi giá đỡ và giữ nó giống như cầm một cây bút .
Đặt đầu mỏ hàn vào mối hàn và giữ trong vài giây. Đảm bảo rằng đầu mỏ hàn chạm vào miếng đệm đồng trên bo mạch và chân linh phụ kiện cùng một lúc. Nếu chỉ chạm vào một trong hai sẽ tạo thành mối hàn rất kém. Liên kết nhiệt là khu vực tiếp xúc giữa đầu mỏ hàn và mặt phẳng của mối hàn. Sự tiếp xúc giữa đầu mỏ hàn và mặt phẳng là đường thẳng rất nhỏ dọc theo đầu mỏ hàn. Liên kết nhiệt hoàn toàn có thể tăng lên đáng kể bằng cách thêm một lượng nhỏ chì hàn, thiếc hàn vào đường tiếp xúc giữa đầu mỏ hàn và mặt phẳng. Chì hàn, thiếc hàn nóng chảy tạo thành một cầu nối nhiệt giữa đầu mỏ hàn và mối hàn. Cầu nối này truyền nhiệt tốt hơn và nhanh hơn vào mối hàn .
Tiếp tục gia nhiệt và sau đó thêm một chút ít chì hàn, thiếc hàn vào mối hàn, không cho vào đầu mỏ hàn. Chì hàn, thiếc hàn sẽ nóng và chảy trên mặt phẳng đồng của miếng đệm lấp đầy khoảng trống giữa chân linh phụ kiện và miếng đệm. Có hai yếu tố thường gặp khi hàn là thêm quá nhiều hoặc quá ít chì hàn, thiếc hàn .
Thao tác hàn cần được hoàn thành xong trong ít hơn 2 giây. Thời gian thao tác hàn phụ thuộc vào vào nhiệt độ của mỏ hàn và kích cỡ của mối hàn. Nếu liên tục gia nhiệt lâu hơn 2 giây hoàn toàn có thể phá vỡ các miếng đệm hoặc dây dẫn trên bo mạch hoặc làm hỏng các linh phụ kiện nhạy cảm với nhiệt độ .
Lấy mỏ hàn ra trong khi vẫn giữ mối hàn nằm yên không chuyển dời bo mạch trong vài giây để mối hàn nguội và chì hàn, thiếc hàn hóa rắn .
Làm sạch chất trợ hàn dư bằng cồn ethanol hoặc một số ít dung môi khác .
Bước 5: Kiểm tra mối hàn
Ngay sau khi hàn xong, mở màn kiểm tra trực quan mối hàn. Kính lúp rất thiết yếu để kiểm tra kỹ lưỡng .

Tham khảo sản phẩm: https://vvc.vn/bo-gia-do-mo-han-co-tay-kep-va-kinh-lup-hang-dac-biet.html
Sử dụng đồng hồ vạn năng để kiểm tra thông mạch.
Các linh phụ kiện liền kề hoàn toàn có thể tạo cầu nối với nhau hoặc mối hàn hoàn toàn có thể cần bổ trợ chì hàn, thiếc hàn để thông mạch. Quá nhiều chì hàn, thiếc hàn sẽ tạo ra cầu hàn nhưng nếu quá ít thì mối hàn sẽ yếu .
Mối hàn tốt cần phải mịn, hình núi lửa, bóng và sáng .
Mối hàn xấu là mối hàn có các cầu hàn, bi hàn .